

项目介绍
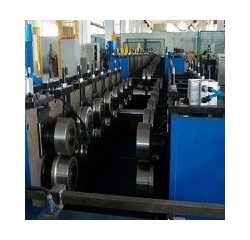
冷弯型钢成型机的扭曲解决方法:
1、变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
2、不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。
3、材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
4、滚轮加工准确度是关键,为此,专门制作专用工具在投影仪下,放大20倍进行检测。
5、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,保证主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。
6、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。
上一页:常州冷弯型钢成型机 品质保障
下一页:常州冷弯型钢成型机 质优价廉
相关产品



相关新闻
- 冷弯型钢机械冷弯试验的重要性2023-10-30
- 冷弯型钢设备的种类与运用事项2023-10-28
- 冷弯型钢机械的调试须知和机械冷弯注意点2023-09-20
- 冷弯型钢设备的有效管束保护和润滑工艺2023-08-16
- 冷弯型钢设备的作业准备2021-02-02
- 怎么确保冷弯型钢设备的安全性!2021-01-29
城市分销
 无锡市新区江溪街道坊前锡义路77-1
无锡市新区江溪街道坊前锡义路77-1 邮箱:wxshkj@163.com
邮箱:wxshkj@163.com 联系电话:13706192510
联系电话:13706192510